



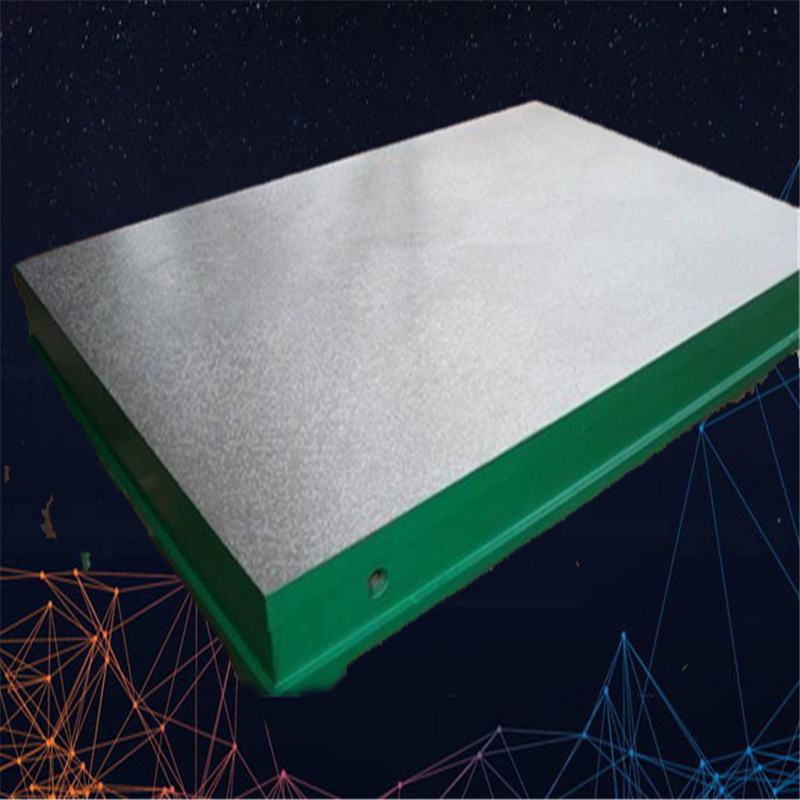
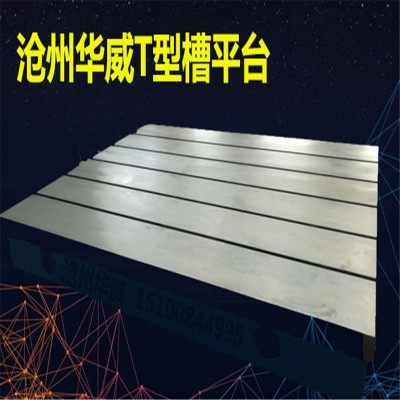





铸铁T型槽平台技术要求:
1、铸铁T型槽平板作面不得有影响外观和使用性能的砂孔、气孔、裂纹、夹渣、缩松、划痕、碰伤、锈点等问题。
2、铸铁T型槽平台台的铸造表面应去掉型砂且平整,涂漆牢固。
3、精度登记为0级-3级的平板工作面上,直径小于15mm的砂孔允许用相同材料堵塞,其硬度应小于周围材料的硬度。工作面堵塞的砂孔应不多于4个,且砂孔之间的间距应不小于80mm。
4、铸铁T型槽平台应采用好细密的灰口铸铁或合金等材料制造,其工作面硬度应为170-220HB。
5、铸铁T型槽平台工作面通常应采用刮削工艺。对采用刮削加工的3级平板工作面,其表面粗糙度Ra的然大允许值为5um。
6、铸铁T型槽平台平面度公差见规格表的规定。
7、铸铁T型槽平台采用刮削工艺应进行涂色对研检验。对研后显示的接触点面积的比率见表3的规定:或者按25mm×25mm正方形面积的接触点数见表3的规定,且任意25mm×25mm中的接触点数之间应不大于5点。
铸铁T型槽平台在使用中是要与地面在一条水平线上的,需呈现水平状,才可以在铸铁T型槽平台进行工作。但在使用中,有许多的客户是不会调平铸铁T型槽平台的其实一般调平铸铁平台的方法有调整支架、调整垫铁、千斤顶等几种方法,接下来我就给大家简单的介绍一下铸铁T型槽平台的调平方法有哪些。
a、调整支架:采用调整支架比较简单,可以将铸铁平台放置到平台的支架之上,然后使用螺栓将其进行调整,其支架的高度一般会在500-800mm之间,这个支架的规格高度也是可以根据用户的实际需求进行定制的。
b、调整垫铁:只需将调整垫铁放到平台的下边,然后依次进行调整,调整至平台与地面呈现水平的状态即可,这种方法是比较简单的,一般很多的厂家都会选择调整垫铁进行调整平台。
c、千斤顶:采用千斤顶进行调整时,要记得将千斤顶配上调整螺栓进行调整,这样操作起来是比较方便的,在使用的过程中,切忌保证各个受力点的均匀受力,这样才能够更好的保证各个产品的使用寿命。
以上几种调平的方法基本都是厂家主要向客户的方法,这三种方法也是客户比较常用的方法,相对来说这三种方法的调平是简单、实用、方便的,在工业的使用中是主要的方法。
同时华威我为各位小主附上铸铁T型槽平台的使用及维护指南。
1、铸铁T型槽平台安装时将铸铁平台的各个支撑点用调整垫铁垫好、垫实,由技术人员将铸铁平台调整至合格精度。
2铸铁T型槽平台使用时要轻拿轻放工件,不要在铸铁T型槽平台上挪动比较粗糙的工件,以免对铸铁T型槽平台工作面造成磕碰、划伤等损坏。
3、为了防止铸铁T型槽平台整体变形,使用完毕后,要将工件从铸铁T型槽平台上拿下来,避免工件长时间对铸铁T型槽平台重压造成铸铁平台的变形
4、铸铁T型槽平台不用时要及时将工作面洗净,然后涂上一层防锈油,并用防锈纸盖上,用铸铁平台的外包装将铸铁平台盖好,以防止平时不注意造成对铸铁平台工作面的损伤。
5、铸铁T型槽平台应安装在通风、干燥的环境中,并远离热源、有腐蚀的气体、有腐蚀的液体。
6、铸铁T型槽平台按实行定期周检,检定周期根据具体情况可为6-12个月。
铸铁T型槽平台经稳定性处理和去磁后,即进入机加工,分为粗刨、精刨,精刨是保证铸铁T型槽平台3级精度和表面粗糙度的一道工序,2级以上精度铸铁T型槽平台要刮研,以保证平板的几何精度,对已合格的铸铁T型槽平台应避免热源的影响和受酸碱的腐蚀,高精度的铸铁T型槽平台应放置在20℃±5℃的恒温处。铸铁T型槽平台的使用寿命在正常条件下使用后应清洗干净,搞好防锈工作,以保持使用寿命。









