



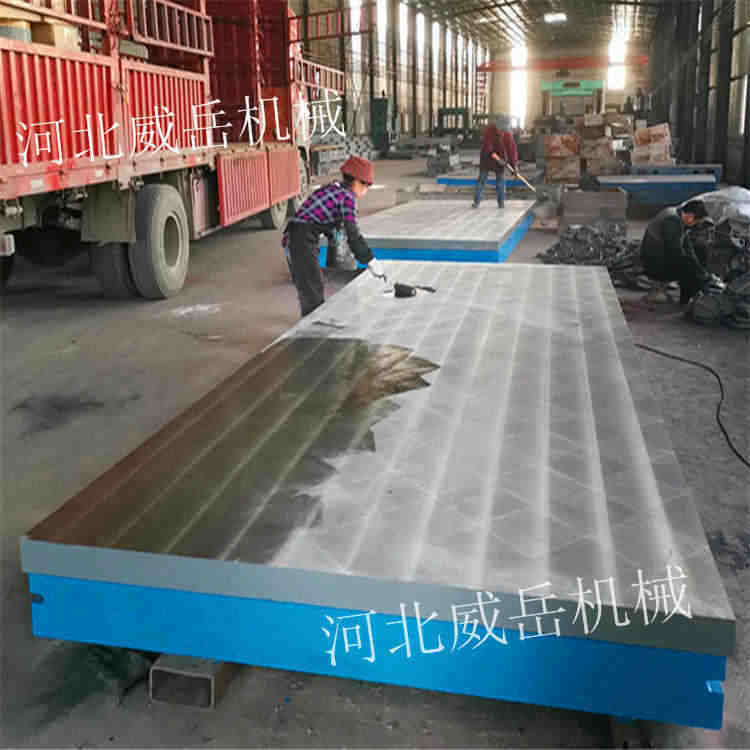





1、焊接平台铸铁粗刮:若平台表面比较粗糙、加工痕迹较深或表面生锈、不平或扭曲、刮削余量在0.005mm以上时,应先粗刮。粗刮的特点是采用长刮 ,行程教长(10mm~15mm之间), 痕较宽(10mm),刮 痕迹顺向,成片不重复。铸铁平台/平板机械加工的 痕挂除后,即可研点,并按显出的高点刮削。
2、焊接平台铸铁细刮:细刮就是将粗刮后的高点刮去,其特点是采用短刮法( 痕宽约6mm,长5mm~10mm),研点分散快。细刮时要朝着 方向刮,刮完一遍,刮遍时要成45度或60度方向交叉刮出网纹。当平均研点每25㎡×25㎡上为10~14点时,即可结束细刮。
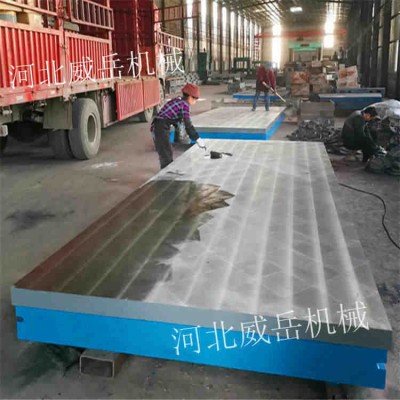
3、焊接平台铸铁精刮:在细刮的基础上进行精刮,采用小刮 或带圆弧的精刮,痕宽约4mm,平均研点每25㎡×25㎡上应为20~25点,
焊接平台铸铁平面度的质量检查:
1、焊接平台铸铁工作表面不应有锈迹、划痕、碰伤及其他影响使用的外观问题。
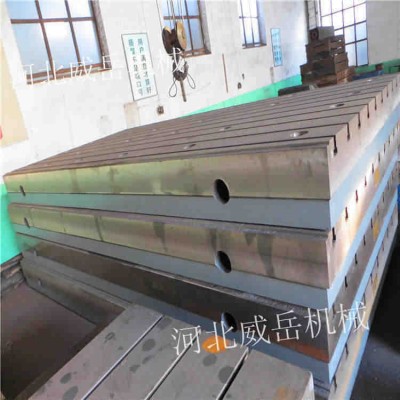
2、焊接平台铸铁工作表面不应有砂孔、气孔、裂纹、夹渣及缩松等铸造问题。铸造表面应 型砂、且表面平整,涂漆牢固。各棱边应修钝。在精度等级低于“00”级的平台工作面上,对于直径小于15mm的砂孔允许用相同的材料堵塞,其硬度应低于周围材料的硬度。在工作面上堵塞的部位应不多于四处,其相互之间的距离应不小于80mm。
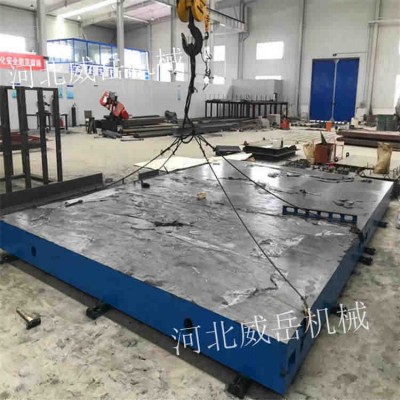
3、相对两个侧面上,应设置有安装手柄、吊环等吊装设施的螺纹孔或圆柱孔。设计吊装位置时应考虑尽量减少因吊装而引起的变动。
焊接平台铸铁问题的解决办法
1.焊接平台铸铁的基准面:可接工作图的尺寸,进行工作。
2.高度测量的基准面:将待测物与量表座同置於平台上,进行高度比较测量,後可再将其高度与块规相比较。
3.平行度测量的基准面:固定量表座,然後使量表指针接触在待测物表面上方,移动待测物,可检查工件面与平台面的平行度。
4.角度测量的基准面:利用平台作基准面,配合正弦杆及角度规,可进行角度量测。 http://www.chinaweiyue.com/
在铸造大型铸铁平台时,各种流程和工艺都是不能缺少的,威岳焊接平台铸铁多年来都是质量好有保障的。









